Come realizzare piastre di rottura in fluoroplastica. Piastra di guasto del gorgogliatore
Le colonne di distillazione a vassoi hanno scarsa capacità di rinforzo e sono tradizionalmente utilizzate nella produzione di whisky, cognac e altre bevande pregiate. Una piccola quantità di piastre consente di preservare le proprietà organolettiche delle materie prime con elevata stabilità e produttività del dispositivo.
Materiale
A causa della loro somiglianza, le colonne di rame a forma di piatto con finestrelle sono chiamate scanalature, e quelle realizzate con un corpo di vetro sono chiamate cristallo. È chiaro che questi nomi sono solo uno stratagemma di marketing e non hanno nulla a che fare con il design stesso.
Il rame non è un materiale economico, quindi l'approccio alla sua lavorazione è attento. Un flauto in rame dei principali produttori è un'opera d'arte e motivo di orgoglio. Il costo del prodotto può essere assolutamente qualsiasi importo che l'acquirente è disposto a spendere.
I flauti con una custodia in acciaio inossidabile non sono molto più economici e l'opzione più economica è in una custodia di vetro.

Caratteristiche del design e tipi di colonne per piatti
I più diffusi sono i progetti di colonne modulari basati su rami a T o cilindri in vetro borosilicato. Naturalmente ciò significa un gran numero di parti di collegamento non necessarie e costi gonfiati.
Un'opzione più semplice sono i blocchi già pronti per 5-10 piatti. Qui la scelta è più ampia e il prezzo è più ragionevole. Di norma, questa opzione è realizzata in teche di vetro.
Ci sono assolutamente opzioni di bilancio– solo inserti per cassetti esistenti.

Possono essere assemblati da componenti in qualsiasi quantità richiesta.

Il design può essere diverso, ma se tali colonne a forma di piatto vengono utilizzate con boccette di metallo, la chiarezza del processo va persa. È molto più difficile capire in quale modalità funziona la colonna e questo è molto importante per lavorare con le piastre.
Per sigillare ogni pavimento vengono utilizzati semplici dischi in silicone.

Naturalmente, questo è meno affidabile delle guarnizioni di tenuta nei design modulari, ma nel complesso funziona bene.

In alternativa, esiste un design modulare semplificato, in cui ogni piano è assemblato da parti semplici ed economiche e l'intera struttura è unita con montanti.
Il vantaggio delle colonne modulari è, innanzitutto, la loro manutenibilità e apertura alle modifiche. Ad esempio, è facile integrare la colonna al livello richiesto con un'unità di selezione della frazione intermedia e un raccordo per un termometro. Tutto quello che devi fare è cambiare la piastra.

Un'opzione più economica sono le colonne con vassoi filtranti. Ciò non significa che la qualità del prodotto che li utilizza sarà peggiore. Ma richiedono un controllo più preciso.

Le piastre di guasto sono ancora più economiche, ma il loro raggio d'azione è molto ristretto, quindi è necessario essere preparati a controllare accuratamente il riscaldamento con fonti di energia stabilizzate. Fondamentalmente, presso l'NSC vengono utilizzate piastre di guasto.
I materiali più comuni per la realizzazione delle piastre sono il rame, l'acciaio inossidabile e il fluoroplastico. Qualsiasi combinazione di essi è possibile. Il rame e l'acciaio inossidabile sono materiali familiari, il fluoroplastico è uno dei materiali più inerti, paragonabile al platino. Ma la sua bagnabilità è scarsa.
Se confronti una piastra in fluoroplastica con una inossidabile, si allagherà molto più velocemente.
Il numero di piatti nella colonna è solitamente limitato a 5 per ottenere distillati con una concentrazione dell'88-92% e 10 per distillati purificati con una concentrazione fino al 94-95%.
Le colonne modulari consentono di realizzare un set del numero richiesto di piatti da vari materiali.
Differenza tra colonna impaccata e colonna a piatti
"Ho una colonna impaccata, ho bisogno di una colonna a vassoi?" – questa domanda prima o poi si pone ogni distillatore. Entrambe le colonne implementano la tecnologia di trasferimento di calore e di massa, ma esistono differenze significative nel loro funzionamento.
Numero di fasi di rafforzamento
La colonna impaccata funziona in modalità di massima separazione alla potenza di prelavaggio. Regolando il rapporto di riflusso è possibile variare il numero di piatti teorici in un ampio intervallo: da zero a infinito (con condensatore a riflusso completamente spento e colonna funzionante su se stessa).
Una colonna a piastre è caratterizzata da un numero strutturalmente specificato di stadi di separazione. Un piatto fisico ha un'efficienza dal 40 al 70%. In altre parole, due piastre fisiche danno uno stadio di separazione (rafforzamento, piastra teorica). A seconda della modalità operativa, l'efficienza non cambia abbastanza da influenzare in modo significativo il numero di stadi.
Capacità di tenuta
La colonna a riempimento con la sua bassa capacità di contenimento permette di pulire bene il distillato dalla frazione di testa e contenere in qualche modo la frazione di coda.
La colonna a piastre ha una capacità di tenuta di un ordine di grandezza maggiore. Questo le impedisce di effettuare una pulizia così dura delle “teste”, ma le permette di mantenere un grande controllo sulle code. Cioè, allineare il distillato con Composizione chimica. Inoltre, quanto più il distillato deve essere purificato dalle impurità, tanto più piatti dovranno essere posizionati. Un problema semplice che può essere risolto praticamente. Una volta trovato il numero ottimale di piatti per te, non ci pensi più.
Sensibilità agli input di controllo
La colonna impaccata è molto sensibile alle variazioni della pressione dell'acqua nel deflemmatore o alle variazioni della potenza termica. Un leggero cambiamento in essi porta a una modifica del numero di passaggi di rafforzamento di diverse volte o addirittura decine di volte.
L'efficienza delle piastre può variare al massimo di 1,5 volte e anche in questo caso con una variazione molto ampia e mirata di questi parametri. Si può considerare che una colonna a piatti sintonizzata, dal punto di vista della capacità di separazione, praticamente non risponderà ai normali piccoli cambiamenti nella pressione o nella tensione dell'acqua.
Prestazione
La produttività di una colonna impaccata dipende principalmente dal suo diametro. Il diametro ottimale per gli ugelli moderni è 40-50 mm; con un ulteriore aumento del diametro diminuisce la stabilità dei processi. Gli effetti del muro e la formazione dei canali iniziano a manifestarsi. Le colonne a forma di disco non soffrono di tali debolezze. Il loro diametro e la produttività possono essere aumentati a qualsiasi valore richiesto. Se solo ci fosse abbastanza potenza termica.
Caratteristiche tecnologiche per l'ottenimento di distillati aromatici
Quando si utilizzano colonne impaccate, per limitare il grado di armatura, siamo costretti ad utilizzare telai più corti e un impaccamento maggiore. Altrimenti gli esteri che conferiscono l'aroma principale al distillato creeranno azeotropi con le impurità della frazione di testa, per poi volare via rapidamente dall'alambicco. Selezioniamo brevemente le "teste", il "corpo" - a velocità maggiore. Per quanto riguarda le “code”, il numero esiguo di ugelli ed il cassetto corto non permettono di contenere completamente il cirripedi. È necessario procedere prima alla selezione delle frazioni di coda o lavorare con piccole quantità di tini.
La colonna a forma di piatto ha una capacità di contenimento relativamente elevata, quindi non ci sono problemi con il mantenimento della miccia. Per selezionare “teste” e “corpi”, 5-10 piastre fisiche forniscono 3-5 livelli di rafforzamento. Ciò consente di effettuare la distillazione secondo le regole della distillazione convenzionale. Con calma, senza rischiare di privare il distillato dell'aroma, selezionate le “teste”, e quando raccogliete il “corpo”, non pensate all'avvicinarsi prematuro delle “code”. L'appannamento sui piatti inferiori al termine della selezione indicherà chiaramente la necessità di cambiare contenitore. Il grado di pulizia può essere impostato modificando il numero di piastre.
Cinque o dieci piatti non sono sufficienti per avvicinarsi al livello di purificazione dell'alcol, ma è possibile soddisfare i requisiti GOST per il distillato.
L'uso di colonne a piastre durante la distillazione di materie prime di frutta o cereali, in particolare per l'ulteriore invecchiamento in botti, semplifica notevolmente la vita del distillatore.
Nozioni di base sulla scelta delle dimensioni del design dei vassoi per una colonna
Diamo un'occhiata ai design dei piatti più comuni per uso domestico.
Piatto fallito
Fondamentalmente è solo una piastra con fori che possono essere rotondi, rettangolari, ecc.
L'espettorato scorre in fori relativamente grandi verso il vapore, il che determina il principale svantaggio delle piastre rotte: la necessità di un controllo preciso di questa modalità.

Una leggera diminuzione della potenza di riscaldamento porta al fatto che tutta la flemma cade nel cubo, e un aumento della potenza blocca il riflusso sul piatto e porta al soffocamento. Queste piastre possono funzionare in modo soddisfacente in un intervallo relativamente ristretto di variazioni di carico, dove sono piuttosto competitive.
La semplicità del design e le elevate prestazioni delle piastre di guasto, insieme al riscaldamento degli elementi riscaldanti con una fonte di alimentazione a tensione stabilizzata, comune nella distillazione domestica, hanno portato al loro uso diffuso per le colonne di mash continuo (CBM), che, in combinazione con un corpo in vetro borosilicato o quarzo, rende l'accordatura della colonna semplice e chiara.
Per calcolare il numero e il diametro dei fori, si procede dalla condizione di garantire il gorgogliamento. È stato determinato sperimentalmente che l'area totale dei fori dovrebbe essere pari al 15-30% dell'area della piastra (sezione trasversale del tubo). Nel caso generale, per BC periodico, il diametro della base dei fori è circa il 9-10% del diametro della colonna, consentendo l'accesso all'area di lavoro.
Il diametro dei fori delle piastre di rottura per NSC viene selezionato in base alle proprietà delle materie prime. Se per la distillazione di mosto di zucchero e vino sono sufficienti fori con un diametro di 5-6 mm, per la distillazione di mosto di farina è preferibile un diametro del foro di 7-8 mm. Tuttavia, i vassoi per NSC hanno le proprie caratteristiche di progettazione, poiché la densità del vapore cambia in modo significativo lungo l'altezza della colonna, le dimensioni devono essere calcolate separatamente per ciascun vassoio, altrimenti il loro funzionamento sarà tutt'altro che ottimale.
Piatto setaccio con troppopieno
Se i diametri dei fori della piastra di rottura sono inferiori a 3 mm, anche a una potenza relativamente bassa la flemma verrà bloccata sulla piastra e senza ulteriori dispositivi di troppopieno si allagherà. Ma una piastra crivellante dotata di tali dispositivi amplia notevolmente il suo raggio d'azione.
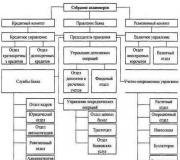
 Schema del dispositivo a colonna setacciata:
Schema del dispositivo a colonna setacciata: 1 – corpo; 2 – piastra filtrante; 3 – tubo di troppopieno; 4- bicchiere
Utilizzando i dispositivi di troppopieno su questi vassoi, viene impostato il livello massimo di riflusso, che consente di evitare allagamenti precoci e di lavorare con maggiore sicurezza con un carico di vapore elevato. Ciò non impedisce alla flemma di fondersi completamente nel cubo quando il riscaldamento viene spento e la colonna dovrà essere riavviata da zero, come al solito per tutte le piastre guastate.
Un calcolo semplificato di tali piastre si basa sulle seguenti relazioni:
- l'area totale dei fori è pari al 7-15% dell'area della sezione trasversale del tubo;
- il rapporto tra i diametri dei fori ed il passo tra gli stessi è di circa 3,5;
- il diametro dei tubi di scarico è circa il 20% del diametro della piastra.
È necessario installare guarnizioni per l'acqua nei fori di scarico per evitare la fuoriuscita di vapore. I vassoi filtranti devono essere installati rigorosamente in orizzontale per consentire al vapore di passare attraverso tutte le aperture e per evitare che il reflusso fluisca attraverso di esse.
Piastre di copertura
Se invece dei fori nelle piastre realizzassimo tubi del vapore più alti dei tubi di scarico e li coprissimo con tappi con fessure, otterremo una qualità completamente nuova. Queste piastre non dreneranno il catarro quando il riscaldamento è spento. Sulle piastre resterà la flemma divisa in frazioni. Pertanto, per continuare a lavorare, sarà sufficiente accendere il riscaldamento.

Inoltre, tali vassoi hanno uno strato di riflusso strutturalmente fisso sulla superficie; funzionano in un intervallo più ampio di potenze di riscaldamento (carichi di vapore) e variazioni del numero di riflusso (dalla completa assenza al completo ritorno del riflusso).
È anche importante che le piastre di copertura abbiano un'efficienza relativamente elevata, circa 0,6-0,7. Tutto ciò, insieme all'estetica del processo, determina la popolarità delle piastre di copertura.
Nel calcolare la struttura, procediamo dalle seguenti proporzioni:
- l'area dei tubi del vapore è circa il 10% della sezione trasversale della colonna;
- l'area delle fessure è pari al 70-80% dell'area dei tubi del vapore;
- area di scarico 1/3 dell'area totale dei tubi del vapore (diametro circa 18-20% del diametro della sezione del tubo);
- le piastre inferiori sono progettate con un elevato livello di riflusso e un'ampia sezione trasversale delle fessure in modo da fungere da ritentori;
- Le piastre superiori sono realizzate con un livello di riflusso inferiore e una sezione delle feritoie minore in modo da fungere da separatori.

Basandoci sui grafici forniti da Stabnikov, vediamo che con uno strato di riflusso di 12 mm (curva 2), la massima efficienza si ottiene con una velocità del vapore dell'ordine di 0,3-0,4 m/s.
Per una colonna da 2” con diametro interno di 48 mm la potenza riscaldante utile richiesta sarà:
N = V*S/750;
- V – velocità del vapore in m/s;
- N – potenza in kW, S – area della sezione trasversale della colonna in mm².
N = 0,3 * 1808/750 = 0,72 kW.
Potresti pensare che 0,72 kW definiscano poche prestazioni. Forse, data la potenza disponibile, conviene aumentare il diametro della colonna? Questo è probabilmente corretto. I diametri comuni del vetro al quarzo per le diottrie sono 80, 108 mm. Prendiamo 80 mm con uno spessore della parete di 4 mm, diametro interno 72 mm, area della sezione trasversale 4069 mm². Ricalcoliamo la potenza: otteniamo 1,62 kW. Beh, è meglio, per casa stufa a gas si adatta.
Scelto il diametro della colonna e la potenza di progetto, determiniamo l'altezza del tubo di troppopieno e la distanza tra i piatti. Per fare ciò, utilizziamo la seguente equazione:
V = (0,305 * H / (60 + 0,05 * H)) - 0,012 * Z (m/s);
- H – distanza tra le piastre;
- Z è l'altezza del tubo di troppopieno (ovvero lo spessore dello strato di riflusso sulla piastra).
La velocità del vapore è 0,3 m/s, l'altezza della piastra non deve essere inferiore al suo diametro. Per le placche inferiori, l'altezza dello strato di catarro è maggiore. Più piccolo per i più alti.
Calcoliamo le combinazioni più vicine tra altezze piastra e troppopieno, mm: 90-11; 100-14; 110-18; 120-21. Considerando che il vetro standard ha un'altezza di 100 mm, per un design modulare scegliamo una coppia da 100-14 mm. Naturalmente questa è solo una nostra scelta. Puoi prenderne di più, quindi la protezione contro gli schizzi sarà migliore con l'aumentare della potenza.
Se il design non è modulare, c’è più spazio per la creatività. Puoi realizzare le piastre inferiori con una capacità di tenuta maggiore di 100-14 e quelle superiori con una capacità di separazione maggiore - 90-11.
Selezioniamo cappellini dalle taglie standard e disponibili. Ad esempio, stub per tubo di rame 28 mm, tubi vapore – tubo 22 mm. L'altezza del tubo del vapore dovrebbe essere maggiore di quella del tubo di troppo pieno, diciamo 17 mm. Gli spazi per il passaggio del vapore tra il tappo ed il tubo vapore devono avere una sezione maggiore di quella del tubo vapore.
Le asole per il passaggio del vapore presenti in ciascun tappo devono avere una sezione trasversale pari a circa 0,75 dell'area del tubo vapore. La forma delle fessure non gioca un ruolo speciale, ma è meglio renderle il più strette possibile in modo che il vapore venga suddiviso in bolle più piccole. Ciò aumenta l'area di contatto tra le fasi. Anche l’aumento del numero di limiti apporta vantaggi al processo.
Modalità operative di una colonna a disco
Qualsiasi colonna a bolle può funzionare in diverse modalità. A basse velocità del vapore (bassa potenza di riscaldamento), si verifica un regime di bolle. Il vapore sotto forma di bolle si muove attraverso lo strato di riflusso. La superficie di contatto di fase è minima. All'aumentare della velocità del vapore (potenza riscaldante), le singole bolle all'uscita dalle fessure si fondono in un flusso continuo e dopo brevi distanze, a causa della resistenza dello strato gorgogliante, il flusso si rompe in tante piccole bolle. Si forma un ricco strato di schiuma. L'area di contatto è massima. Questa è la modalità schiuma.
Se si continua ad aumentare la portata di vapore, la lunghezza dei getti di vapore aumenta e raggiungono la superficie dello strato gorgogliante senza collassare, formando una grande quantità di spray. L'area di contatto diminuisce, l'efficienza della piastra diminuisce. Questa è la modalità jet o iniezione.
Il passaggio da una modalità all'altra non ha confini chiari. Pertanto, anche quando si calcolano le colonne industriali, solo le velocità del vapore sono determinate dai limiti inferiore e superiore di funzionamento. In questo intervallo viene semplicemente selezionata la velocità operativa (potenza di riscaldamento). Per le colonne domestiche, viene effettuato un calcolo semplificato per una certa potenza di riscaldamento media, in modo che ci sia spazio per aggiustamenti durante il funzionamento.
Coloro che desiderano spendere di più calcoli accurati Posso consigliare il libro di A.G. Kasatkina “Processi e apparati di base dell’industria chimica”.
P.S. Quanto sopra non è una metodologia completa che permette di calcolare le dimensioni ottimali di ogni piastra in relazione ad ogni caso specifico e non ha la pretesa di essere accurato o scientifico. Tuttavia, questo è sufficiente per realizzare una colonna per piatti funzionante con le proprie mani o per comprendere i vantaggi e gli svantaggi delle colonne offerte sul mercato.
Colonna portapiatti componibile. Esercitazioni su apparecchiature automatiche BKU - 011M.
Tappi conici in rame. Colonna di gusto rame. Teoria e pratica.
Macchina per l'alcol. Tappo colonna HD/3-500 KKS-N. Parte 1. Novità per il 2016.
Macchina per l'alcol. Tappo colonna HD/3-500 KKS-N. Parte 2. Novità per il 2016.
Macchina per l'alcol. Colonna a forma di disco.
Cos'è una colonna a dischi e perché è necessaria... La differenza significativa rispetto al cassetto è che in una colonna a dischi utilizziamo le piastre stesse invece dell'ugello SPN (ugello prismatico a spirale). Usando una colonna a piatti non otterremo alcol puro. Possiamo però ottenere i cosiddetti sottorettificati con una gradazione di 90-95 vol. Cioè non è ancora alcol, ma non è più un distillato. Un distillato molto purificato che conserva ancora le note della materia prima originale. Questa tecnologia esiste da oltre cento anni ed è utilizzata attivamente dai distillatori di tutto il mondo. Il nostro Paese in questo senso l'anno scorso non un'eccezione. Queste colonne stanno guadagnando un'enorme popolarità.
Diamo un'occhiata alle principali differenze tra le colonne per comprendere correttamente la scelta di una colonna specifica.
- Come tutte le nostre apparecchiature, le colonne a dischi si distinguono per serie: HD/4 o HD/3. Tutto è semplice qui. Se disponi già di apparecchiature HD, la scelta viene fatta in base alla serie di apparecchiature appropriata. Se intendi semplicemente acquistare l'attrezzatura, devi capire la differenza tra le serie HD/4 e HD/3. La serie HD/4 è più economica e ha un rapporto qualità-prezzo ottimale. La serie HD/3 ha un prezzo più alto, ma anche prestazioni più elevate.
- Materiali utilizzati nella fabbricazione delle colonne. Questo è acciaio inossidabile per uso alimentare o vetro al quarzo. In quest'ultimo caso hai la possibilità di osservare visivamente il processo, il che è un vero piacere. Non dimenticare che prima di tutto ci dedichiamo a questo hobby per piacere.
- Le colonne differiscono anche per l'altezza e per il numero di piatti che contengono. L'altezza delle colonne è disponibile in due misure: rispettivamente 375 e 750 mm. Su una colonna accorciata si può ottenere una “sottorettificata” con una resistenza di 91-92°C, su una colonna da 750mm si può ottenere una “sottorettificata” con una resistenza di circa 95°C. Poiché le colonne dei piatti sono pieghevoli, il numero di piatti nella colonna può essere regolato in modo indipendente dal distillatore.
- Tipo di esecuzione del piatto. Le piastre sono costituite da due tipologie: a rottura e a calotta. È difficile dire con certezza quali piatti siano migliori e su quali piatti la bevanda avrà un sapore migliore. Il fatto è che le piastre di guasto sono buone se utilizziamo una potenza di riscaldamento stabile, senza picchi nella rete. Se la rete non è stabile è possibile utilizzare ad esempio uno stabilizzatore della potenza di riscaldamento. Le piastre a cappuccio sono più senza pretese e il riscaldamento può essere utilizzato da chiunque. Tuttavia, a causa della complessità della produzione di tali colonne, sono più costose. Ma anche più estetico nel processo di lavoro.
- Materiali per realizzare lastre. Le piastre di guasto sono realizzate in fluoroplastica inerte. Le piastre di copertura sono realizzate in acciaio inossidabile o rame. È noto che l'acciaio inossidabile è inerte. E quindi la bevanda ottenuta sulla sua superficie non presenta sapori aggiuntivi caratteristici, ad eccezione delle materie prime originali. Si ritiene che il rame assorba lo zolfo dannoso rilasciato durante il processo di distillazione, liberandone così la bevanda odori sgradevoli e gusto. I sostenitori del rame e dell'acciaio inossidabile hanno molti fan. Ognuno ha le proprie ragioni per il materiale della piastra utilizzato.
Puoi saperne di più su come lavorare con le colonne dei piatti qui.
(5 4 V 01 V 3/22 DESCRIZIONE DELL'INVENTARIO DELL'AUTORE 6ilial Voroshi ns SSRO.RELKA stvo S 2, 198 NAYA TA XYA kfkelok et bm y isa COMITATO STATALE DELL'URSS PER LE INVENZIONI E LE SCOPERTE (71) Rubezhsky Fgradsky Machine chiodi da costruzione(57 ) L'invenzione riguarda le strutture di dispositivi di imballaggio guasti e può essere utilizzata nell'industria chimica, in particolare nella lavorazione degli acidi. Lo scopo dell'invenzione è quello di intensificare il processo di trasferimento di massa aumentando la superficie di contatto di fase e riducendo il consumo di materiale senza ridurre la resistenza meccanica.La piastra comprende una piastra 1 con 2 fori di diverse dimensioni, le cui pareti laterali sono 3 realizzate a forma di tronco di piramide tetraedrico con nervature arrotondate e un foro cilindrico nella parte ristretta, con le grandi basi dei grandi fori situati sul lato superiore della piastra. 4 ill. L'invenzione riguarda la progettazione di piastre di rottura di dispositivi di trasferimento di massa e può essere utilizzata nell'industria chimica, in particolare nel trattamento degli acidi. Lo scopo dell'invenzione è quello di intensificare il processo di trasferimento di massa aumentando la superficie di contatto di fase e riducendo il consumo di materiale senza ridurre la resistenza meccanica. 1 mostra una piastra, vista dall'alto; nella fig. 2 - lo stesso, VND dal basso; nella fig. 3 - sezione A-A di Fig. 1; nella fig. 4 - sezione B-B di Fig. 2. La piastra di guasto del gorgogliatore comprende una piastra 1 con fori 2 di diverse dimensioni, le cui pareti laterali 3 sono realizzate sotto forma di piramidi troncate a quattro lati con nervature arrotondate e un foro cilindrico nella parte ristretta, nonché con uno smusso conico. In questo caso le basi grandi dei fori grandi si trovano sul lato superiore della piastra.È consigliabile anche disporre fori di diverse dimensioni in file alternate.La piastra funziona nel seguente modo: La fase liquida fornita per l'irrigazione entra nella piastra e riempie i fori piramidali più grandi. Il gas che entra dalla piastra sottostante nel foro cilindrico del foro piramidale gorgoglia attraverso lo strato di liquido risultante, aumentando così la superficie di contatto di fase. L'altra parte 5 del liquido passa attraverso i fori cilindrici dei fori piramidali sul lato inferiore della piastra, si distribuisce in esse sotto forma di pellicola e scorre verso il basso, interagendo con il flusso di gas ascendente.Le caratteristiche di progettazione di questa piastra consentono di sfruttare più pienamente la sua superficie di lavoro.La piastra può essere realizzata in ferrolega mediante fusione o da fluoroplastica mediante pressatura FORMULA DELL'INVENZIONE 20 Piastra per guasto da brobotaggio, comprendente una piastra con fori di varie dimensioni, incluso a - il punto principale è che, al fine di intensificare il processo di trasferimento di massa aumentando la superficie di contatto del fae e riducendo consumo di materiale senza ridurre la resistenza meccanica, le pareti laterali dei fori sono realizzate in forma di piramidi tronche tetraedriche con nervature arrotondate e foro cilindrico nelle parti ristrette, con le basi larghe dei fori grandi poste sul lato superiore della piastra .
Applicazione
3875425, 26.03.1985
FILIALE RUBEZHANSKY DELL'ISTITUTO DI INGEGNERIA MECCANICA DI VOROSHILOVGRAD
ZINCHENKO IGOR MAKSIMOVICH, MOROKIN VLADIMIR IVANOVYCH, SUMALINSKY GRIGORY ABRAMOVICH, DROZDOV ANATOLY VASILIEVICH, ERIN ANATOLY ALEKSANDROVICH
IPC/Tag
Codice di collegamento
Piastra di guasto del gorgogliatore
Brevetti simili
L'ingresso è dotato di una copertura tecnologica 11 con una sporgenza 12, la cui altezza non è inferiore allo spessore della parete dell'ingresso laterale, installata in essa con uno spazio minimo.Nel luogo di installazione della nave, il coperchio rimovibile il collo 5 è installato sulla flangia 3 e fissato all'ingresso laterale mediante i perni 7. Durante il funzionamento successivo, questo Il connettore non può essere smontato, Vaso alta pressione sono fabbricati come segue: Viene realizzato un corpo 1 con un'apertura laterale, un tubo è saldato, sull'ingresso laterale risultante è installata una copertura tecnologica 11. Il serbatoio viene aggraffato con una pressione che supera la pressione di esercizio di 1,25 - 2 volte. Dopo la crimpatura e la rimozione del coperchio tecnologico, lavorazione meccanica della superficie di tenuta dell'ingresso laterale. Sulla sigillatura...
Viene installato un gambo ad adattamento libero di una fase di lavoro più piccola, che funge da guida per una fase di lavoro di dimensioni maggiori. Il disegno mostra l'utensile proposto. L'utensile è costituito da una fase di lavoro 1 di diametro inferiore e una fase di lavoro 2 di dimensioni maggiori.Il processo di lavorazione dei fori 3 e 4 nella parte 5 viene eseguito come segue. La fase 1 viene installata con la parte guida nel foro 3 della parte, quindi la fase 2 viene posizionata sul gambo della fase 1 con un foro cieco e la parte guida entra nel foro 4 della parte. Sotto l'azione dell'asta dell'elemento di potenza, entrambi gli stadi si muovono contemporaneamente nella direzione del movimento dell'asta. Alla fine della corsa di lavoro dell'utensile, la fase 1 viene separata dalla fase 2 sotto l'influenza della gravità...
Ci sono 12 nuclei del trasformatore e ad essi sono collegati i bus 8, combinando gli avvolgimenti di 6 nuclei corrispondenti ai numeri 1. Gli avvolgimenti primari 16 sono cuciti nella direzione opposta ai nuclei del trasformatore 11 e nella direzione in avanti - i nuclei del trasformatore 12 , e ad essi sono collegati i bus 8, che uniscono gli avvolgimenti dei nuclei b corrispondenti ai numeri 2. Primario. I nuclei dei trasformatori 11 e 12 sono cuciti nella direzione opposta con avvolgimenti speciali 16 e i bus 8 sono collegati ad essi, combinando gli avvolgimenti dei 6 nuclei corrispondenti ai numeri 3. Gli avvolgimenti secondari 17 sono le uscite dei decodificatori 9 e ad essi sono collegati gli amplificatori di riproduzione 18. Il numero di uscite dei decoder 9 è pari a due (in generale 1 OddR, Il funzionamento dell'apparecchio è il seguente...
Come previsto nel precedente, ho testato l'inserto del disco. In effetti, un tale inserto è una delle varianti dell'allegato per le colonne di mash.
Perché per i viticoltori? Che sulla colonna del piatto, di cui questo inserto fa parte, è impossibile ottenere alcol? In linea di principio, ovviamente, puoi ricorrere all'alcol, ma sarà molto irrazionale. Ricorda, in uno dei libri dedicati alla teoria della rettifica, ho scritto che per ottenere l'alcol è necessario avere almeno 50 piastre, considerando che l'altezza di una piastra convenzionale per l'ugello SPN è di circa 2 cm e la distanza tra se le piastre fisiche sono all'incirca uguali al diametro con un'efficienza reale di circa l'85% (rispetto ad una piastra teorica, tali piastre crivellanti non forniscono un effetto di separazione adeguato), quindi l'altezza effettivamente comparabile di una tale colonna a piastre sarà 2,5 -3 volte superiore a quello di una colonna con impaccamento SPN di pari capacità. Quindi si scopre che la costruzione di RC su piastre a setaccio è un sacco di persone che sono ossessionate dalla passione per le strutture a piastre, ma su BC, dove il compito della separazione profonda non è fissato in linea di principio (l'obiettivo è il distillato), l'uso di tali piastre è giustificato.
Inoltre, le piastre presentano vantaggi rispetto a SPN e alle salviette in BC: le piastre sono facili da pulire e si intasano meno. L'importante è scegliere il giusto diametro e numero di fori e le dimensioni della piastra stessa. Qui la mia inserzione entra in contraddizione con quella formata in Ultimamente dogma che non c'è niente a che fare con piastre con un diametro inferiore a 50 mm, ma cosa puoi fare: ho un tubo 38 con un diametro interno di 35 mm. Questo è ciò da cui procederemo.
Quindi, un inserto di 7 piastre fluoroplastiche è stato posizionato in un cassetto vuoto con un'altezza di 500 mm, la lunghezza totale dell'inserto era di 270 mm. Ogni piastra ha 22-25 (e una ne ha 30) fori con un diametro di 3 mm, praticati in modo casuale per un ulteriore “vortice” di vapore. Perché è così? Trovo difficile rispondere: mi è sembrato corretto, anche se non insisto su questa opinione. A proposito, le piastre sono troppo larghe e sarebbe stato possibile posizionare almeno un'altra piastra sullo stesso inserto. L'intero processo è stato eseguito in senso inverso con un grande postrefrigeratore, il CC è stato diluito a circa il 12%.
Le teste venivano inizialmente raccolte alla velocità di una goccia al secondo. Poi è iniziata la selezione del corpo. L'inserto a piastre ha permesso di ottenere una temperatura stabile del vapore che passa nel condensatore a riflusso. Variando la quantità di selezione (comprimendo il tubo di selezione con una pinza Hoffmann), è stato possibile influenzare questa temperatura. Sono rimasto abbastanza soddisfatto della lettura del termometro a 79°C con una velocità di campionamento di 2,4 l/ora. Verso la fine del processo la portata è leggermente scesa a circa 2,1 l/h. Quando il termometro nel cubo ha segnato 96°C, ho smesso di selezionare il prodotto commerciale e sono passato agli sterili. Poi la produttività ha cominciato a diminuire in modo più evidente e ad una temperatura nel cubo di circa 98°C la selezione è diventata molto ridotta. I tentativi di aumentare la potenza e la selezione non hanno portato al successo, poiché l'isoamile ha iniziato a fluire attraverso il TCA. Questo punto non mi è del tutto chiaro. O si formano dei gas incondensabili, oppure le prestazioni del TA in modalità riflusso non erano sufficienti (cosa dubbia alla potenza che ho dato). C'è ancora un esperimento da fare: devi eseguire il CT come deflegmatore (forse le sue capacità sono insufficienti, il che è strano), oppure ripetere l'esperimento con un inserto su una deflemmatrice già testata con un dimrot.
Riepilogo . L'output è un prodotto con una forza di 80°. Non denso, ma abbastanza adatto alla produzione di bourbon. Può essere considerato un'opzione per un accessorio relativamente semplice per distillatori con rinforzo. Non resta che confrontarlo con un piccolo SPN incernierato e semplicemente con un cassetto davvero vuoto. E, a proposito, ho commesso un errore durante l'esperimento: non ho isolato il cassetto vuoto, che è diventato un cassetto per l'imballaggio. In generale, il campo davanti a noi non viene arato.
La cosa interessante è che la forza non è cambiata su tutta la spalla (anche sulle teste c'erano gli stessi 80°) fino alle code, ma ha cominciato a diminuire molto bruscamente quando ci si spostava verso le code. Inoltre, in generale, è strano per le teste. Probabilmente giocherò ancora un po' con i piatti.