Трубогиб для круглой трубы своими руками – видео уроки, чертежи. Делаем трубогиб для гибки профильной трубы своими руками Трубогиб схема чертеж
Необходимость в надежном и простом устройстве для гнутья профильных труб возникает, когда домашний мастер начинает серьезно заниматься с металлом. Каркас для беседки, навес для автомобиля, садовая скамейка, верстак…
Эти и многие другие конструкции получаются прочными и красивыми, если профильный металл для них аккуратно согнут на специальном профилегибе.
Покупке готового станка всегда есть экономичная альтернатива, поскольку сделать трубогиб для профильной трубы своими руками можно в домашней мастерской. Перед тем, как в тисках будет зажата первая заготовка, мы предлагаем вам познакомиться с принципом работы и существующими разновидностями самодельных трубогибов.
Как работает трубогиб?
Принцип действия данного приспособления прост: между тремя опорными валами помещают профильную трубу. Центральный вал создает давление, сгибающее металл под нужным углом.
Для загиба трубы на одном локальном участке используют точечный станок.

Профильная труба, согнутая на точечном устройстве
Если нужно получить арочный профиль, то применяют прокатный гибочный станок, совмещающий загиб металла с протяжкой.

Разновидности трубогибных станков
В зависимости от привода, передающего усилие на профильный металл, различают три разновидности трубогибов:
- механические (давление создается вручную с помощью центрального винта или рычага);
- гидравлические (используется гидравлический домкрат);
- электрические (сгибающее усилие создает электродвигатель);
- электрогидравлические (гидроцилиндр приводится в действие электродвигателем).

Точечный механический трубогиб

Механический прокатный профилегиб (винт создает давление на профиль, протяжка выполняется с помощью центрального вала и рукоятки)
Следует отметить, что прокатный трубогиб с ручной протяжкой профиля рассчитан на трубу небольшого сечения (максимум 40х40 мм). Крупный профиль протянуть вручную невозможно. Для его сгибания используют мощные станки с электрическим протяжным механизмом.

Ручной прокатный гибочный станок (протяжку выполняют крайние вальцы, приводимые в движение рукояткой и цепью, а давление создает винт и центральный вал)
Видео про устройство станка с электродвигателем:
Как сделать гибочный станок своими руками?
Основной принцип, которым нужно руководствоваться при разработке чертежа самодельного трубогиба – максимальная простота конструкции и надежность.
Вариант 1
Станок для точечного гнутья можно собрать из двух кусков швеллера, четырех уголков и двух обрезков пальцев от тракторных гусениц.
Сгибание трубы в нем выполняет стандартный гидравлический домкрат усилием не менее 5 тонн. На его рабочий шток устанавливается стальной «башмак». Его можно заказать у токаря или сделать самому из старого шкива, ширина «ручейка» у которого равна ширине профильной трубы. Отрезав половинку от шкива и высверлив в нем посадочное гнездо для штока домкрата, получают гидравлический приводной механизм.

Станина самодельного устройства состоит из четырех уголков (полка 60-80 мм), приваренных к стальной плите. К верхним торцам уголков параллельно приваривают два швеллера. В их стенках симметрично высверливают отверстия для регулирования угла загиба заготовки.
В рабочее положение ручной станок для гибки профильной трубы приводится очень просто:
- В отверстия на швеллере вставляют два стальных пальца и насаживают на них ролики-упоры.
- Домкрат с башмаком поднимают так, чтобы между ним и упорами прошла профильная труба.
- Установив трубу, работают ручкой домкрата, создавая изгибающее усилие.
Видео сборки и работы точечного трубогиба:
Вариант 2
Прокатный ручной трубогиб для профильной трубы также вполне реально соорудить своими силами. Для его изготовления потребуется 2 погонных метра швеллера (высота стенки 15-20 см), из которого нарезают основание и стойки.
Для изготовления вальцов берут шесть коротких обрезков стальной трубы. Она будет выполнять роль обоймы для подшипников. Поэтому ее внутренний диаметр должен быть равен внешнему диаметру подшипника. Заказав у токаря три вала для насаживания гибочных вальцов, приступают к сварке станины.
У рассматриваемого станка роль направляющей, задающей угол загиба профиля, играет крайняя правая опора. Она монтируется на швеллере, шарнирно связанном с основной станиной при помощи обычных дверных петель. Домкрат рабочим штоком упирается в поворотную платформу и поднимает ее.
Вращением рукоятки, насаженной на вал промежуточного упора, профиль протягивают через станок.

Регулировать радиус загиба профиля можно не только наклоном поворотного швеллера, но и крайними вальцами. Для этого их не приваривают намертво к станине, а делают сдвижными (сверлят отверстия в швеллере и опорных пластинах).
Вместо гидравлического домкрата для подъема крайнего вальца можно использовать винтовой автомобильный.



Видео по изготовлению прокатного трубогиба:
Трубогиб для профильной трубы своими руками, продвинутые мастера изготавливают очень часто, несмотря на то, что строительный рынок предлагает заводские станки для гибки в большом количестве.
Но, зачем тратить деньги на дорогое оборудование, если необходимо проделать небольшой объем работы? По этой причине, домашние мастера стараются изготавливать этот нехитрый домашний инструмент собственноручно.
Эта работа в домашних условиях не является чем-то сверхсложным. Справиться с ней сможет практически любой домашний мастер, имеющий необходимый инструмент и немного опыта.
Труба относиться к самым востребованным строительным материалам, которые успешно применяются в домашнем быту и в промышленности. Но, для строительства различных конструкций, трубы приходиться гнуть, и здесь не обойтись без трубогиба. Именно этот инструмент дает возможность без труда изменить конфигурацию изделия из любого материала.
Конструкция профилегиба
Чтобы самостоятельно соорудить профилегибочный станок для труб, пользуются разными чертежами. Приоритет того или иного варианта, как правило, диктуется наличием имеющихся материалов.
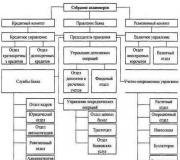
Фронтальный вариант станка для гибки состоит из следующих элементов:
- валы или ролики из металла (в комплекте из трех штук);
- приводной цепной механизм;
- профили из металла, служащие для изготовления рамного основания.
Станок для гибки профильной трубы часто оснащают роликами из дерева. Так же для этого часто используется полиуретан. При выборе этих деталей для профилегиба, необходимо брать во внимание показатель прочности трубного изделия. Если это требование не учесть, то загибочный станок, выполненный своими руками, попросту не выдержит нагрузки и придет в негодность.
Классификация устройств по типу привода
Промышленные предприятия предлагают приспособления для гибки квадратной трубы разных конструкций. Для обработки сортамента с небольшим диаметром используют приспособления, которые функционируют на ручном приводе.
А для трубных изделий с больших размеров задействуют оборудование для обработки профильных труб, которое имеет гидропривод. Эти приспособления предназначаются для объемных мероприятий с квадратными трубами. Самые удобные из таких механизмов – это гибочные инструменты, которые подключаются к электрической сети.
Виды устройств по способу изгиба
Трубогибы так же делят по типу загиба, рассмотрим их.
- Арбалетные механизмы.
- Ручные пружинные устройства.
- Сегментные варианты.
- Дорновые приспособления.
Какие нужны материалы и нюансы конструкций
Чтобы соорудить своими руками простейший профилегиб, потребуется:
- простой домкрат;
- полка и профиль из металла;
- высокопрочные пружины и 3 вала;
- приводная цепь.
Чтобы простейший вид конструкции служил надежно, важно сконструировать прочный каркас. Его скрепляют сваркой или болтами. Затем, в соответствии с разработанным чертежем, устанавливают валы и оси кручения. От дистанции, на которой расположили оси простейшего устройства для сгибания, будет зависеть радиус загиба профтрубы.
 Простейший станок для изгиба квадратных трубопрокатных материалов приводиться в действие посредством цепной передачи. Чтобы укомплектовать передачу данного профилегиба, используются три шестерни. Непосредственно цепь на станок, выполненный собственноручно, рекомендуют взять из ненужного авто или мотоцикла.
Простейший станок для изгиба квадратных трубопрокатных материалов приводиться в действие посредством цепной передачи. Чтобы укомплектовать передачу данного профилегиба, используются три шестерни. Непосредственно цепь на станок, выполненный собственноручно, рекомендуют взять из ненужного авто или мотоцикла.
Механизм для изгиба профтрубы приводит в движение ручка. Ее для изгиба профиля соединяют с одним из валов. Так же она на профилегибе создает необходимое крутящее усилие механизма.
Процесс изготовления профилегиба в домашних условиях
Простейшие варианты самодельных инструментов для гибки профиля под угол разработаны для обработки сортамента небольших диаметров. Но, эта технология приемлема для действий не только с алюминиевым профилем. Такими инструментами для гибки профиля под угол, можно обработать и стальные изделия.
Особенностью каждого прибора для изгиба труб является распределение нагрузки на профиль. Она распределяется постепенно и равномерно на участке загиба. Во всех точках профиля она одинаковая. За счет этого приспособление во время гибки, не сминает стенки трубного сортамента.
Процесс изготовления в каждом случае начинается с разработки чертежа. В зависимости от того, какие устройства применяют для гибки труб, он и изготавливается. В плане должны быть указанны все элементы конструкции: рамы, трубные упоры, валы, и т. д.
Так же нужно учесть тот факт, что профиль при обработке не нуждается в поддержке боковых стен. Следовательно, в станках для его гибки можно применять валы шире самого профиля. .
Чертежи станка для сгибания профильной трубы бывают очень разные. Мастера охотно делятся ними. Просмотрев множество вариантов, можно подобрать максимально подходящий вид для поставленной цели.
ВАЖНО! Особое внимание нужно уделить тому, что в четеже должны содержаться точные измерения каждой детали. В противном случае устройство не получиться.

После того, как чертеж выбран и изучен во всех деталях, можно приступать самому главному этапу – изготовлению.
С чего начать процесс и где найти детали
Естественно согнуть обычную круглый трубный сортамент своими руками проще, но внешний вид профильной на много интереснее смотрится при возведении беседок, теплиц, ограждений.
Согнуть ее своими руками в домашних условиях, так чтобы при деформации стенки не сплющились, а на линии сгиба не образовались трещины или волны несколько тяжелее.
Чтобы сэкономить деньги можно не покупать трубогиб в магазине, а сделать самодельный своими руками в домашних условиях, практически не потратив ничего из своих сбережений.
 Все материалы можно найти на станциях по скупке черного металла. По внешним характеристикам такой станок будет неприглядным. Но со своими прямыми обязанностями он будет справляться не хуже, чем приспособления для гибки в заводском исполнении.
Все материалы можно найти на станциях по скупке черного металла. По внешним характеристикам такой станок будет неприглядным. Но со своими прямыми обязанностями он будет справляться не хуже, чем приспособления для гибки в заводском исполнении.
Конструкции бывают самыми различными зависимо от материалов и инструментов, которые есть в наличии под рукой.
Люди, обладающие инженерными навыками, смогут добавить свои элементы для усовершенствования конструкции любого из ниже представленных приспособлений.
Вторая (альтернативная) самодельная модель самого простого образца
Данный станок изготавливается своими руками в домашних условиях с использованием гидравлического домкрата.
Для его создания потребуется провести следующие манипуляции:
- несколько ребер расположить параллельно друг к другу, например, посредством вбивания металлических прутьев в стену;
- домкрат устанавливается под прутьями (обязательно на твердой основе). Проследите, чтобы ось штока домкрата была расположена как раз по центру между металлическими прутьями.
Когда все готово самодельный трубогиб можно испытывать. Для этого сегмент трубы, который нужно согнуть, устанавливают под прутьями над домкратом и посредством поднятия штока образец изгибается нужным образом.
Самодельные трубогибы гидравлического вида сделанные своими руками, можно несколько улучшить, подсоединив систему к двигателю, который оснащен мотор-редуктором. Таким образом, валы будут приводиться в движение посредством цепной передачи.
Конструкция, оснащенная домкратом вместо третьего верхнего прижимающего ролика, может сгибать изделия с сечением любого размера. А домкрат в процессе сгибания дает возможность регулировать и силу давления и регулировать высоту.
При установке и домкрата и двигателя можно открывать фирму по массовому изготовлению заготовок разной формы из профильной трубы.


Конструкция приспособления для сгибания средней сложности
Функционал данного профилегиба основана на принципе действия прокатного станка. Чтобы приступить к созданию потребуется заранее подготовить: аппарат для сварки, струбцину (или ее аналог), ролики и швеллер. Перед тем как начать строительство желательно ознакомится с процессом действия станка.
Самодельный трубогиб для профильной трубы действует по принципу прокатки образца через зону под давлением.
Движение осуществляется при помощи пары горизонтально установленных роликов на швеллере, который является основанием, а третий ролик, что установлен в нижней части струбцины играет роль деформирующего узла.
Сборка такого станка проводится по следующей схеме. Первым шагом считается подготовка основания, которым может послужить широкий швеллер или соединив вместе пару узких.
После того как основание готово поверх него устанавливается металлическая конструкция П-образной формы. В ее верхней балке проделывается отверстие, подходящее по диаметру к муфте струбцины.
На равном расстоянии от механизма по бокам устанавливаются вращающиеся ролики, на которых крепятся звездочки цепной передачи. Они приводятся в действие ручным приводом.
В муфту вкручивается шпилька, на краю которой крепится третий ролик, а к верхней ее части приваривается ручка. Такой станок для гибки, функционирует следующим образом:
- образец, который нужно согнуть укладывается на подающие ролики;
- посредством вращения ручки струбцины трубный сортамент прижимается третьим роликом и перемещается в зону деформации, вращая рукоять цепной передачи связанную с подающими роликами.
Первое давление будет сравнительно небольшим, но, протягивая изделие через данную зону несколько раз можно добиться любого градуса сгиба.
При этом стоит учесть, что согнуть изделие под прямым углом таким методом не выйдет.
Самодельный профилегиб самой простой конструкции в домашних условиях
 Для создания такого станка потребуется всего несколько составляющих. Перед началом изготовления следует подготовить бетонную плиту, сверло по бетону и большое количество металлических штырей.
Для создания такого станка потребуется всего несколько составляющих. Перед началом изготовления следует подготовить бетонную плиту, сверло по бетону и большое количество металлических штырей.
Процесс сборки основан на следующих этапах:
- на плиту из бетона наносится мерная сетка с размерами ячеек 4х4 или 5х5 см;
- в местах пересечения линий при помощи сверла по бетону проделываются отверстия (нужно постараться просверлить отверстия по возможности глубже);
- после этого в плиту вставляются штыри из металла, и она становится похожей на огромную щетку для одежды.
Таким самодельным трубогибом можно произвести гибку образцов до 25 мм. Процесс заключается в том, чтобы ввести изделие между зубцами и загибать ее в нужную сторону. Угол сгибания можно варьировать, передвигаясь по зубцам в диагональном направлении.
Самостоятельное изготовление простого ручного трубогиба
 Сборка станка для ручного производства гнутой профтрубы не требует дорогостоящих материалов. Все, что нужно для изготовления профилегиба зачастую у домашнего мастера найдется под рукой.
Сборка станка для ручного производства гнутой профтрубы не требует дорогостоящих материалов. Все, что нужно для изготовления профилегиба зачастую у домашнего мастера найдется под рукой.
Итак, для изготовления ручного станка для производства гнутого профиля нужно подготовить:
- аппарат для сварочных работ;
- струбцины;
- болгарку;
- рулетку;
- швеллер или уголок на 10 мм;
- болты больших размеров;
- мелкие подшипники;
- трубная заготовка с диаметром, равным внутреннему диаметру подшипников;
- шатун из стали со звездочкой;
- дополнительная звездочка от велосипедного заднего колеса;
- цепь с велосипеда.
Особого чертежа для данной работы составлять не нужно. Вся конструкция для производства гнутого профиля получается простой. Но, есть момент, который потребует особого внимания. Это изготовление валов.
Вот схема, по которой их нужно сделать. Но, с этой работой сможет справиться только профессиональный токарь. Поэтому, эту часть действий необходимо доверить такому человеку. А вот схема, по которой вытачивают валы.


Сборка трубогиба для профильной трубы своими руками выполняется в такой последовательности.
- Из уголка выполняется основание, оно сваривается очень прочно. Конструкция трубогиба будет достаточно массивной, поэтому слабая основа его просто не выдержит. Длина рамы 54 см, ширина 33 см. Рама устанавливается на мобильную подставку, в которой размещают редуктор. Высота от земли составляет 59 см.
- Для удобства перестановки на ножки монтируются колеса. Для этого подойдут любые колеса от старой техники. В данном случае это сделано вот так.

- Из швеллера режутся вертикальные направляющие. Из них делают п-образную конструкцию, которая приваривается к подготовленному основанию. Высота стойки 45 см, а ширина направляющих 60 мм.

- Теперь устанавливают валы. Размеры этих элементов сооружения должны совпадать с теми, которые предоставлены выше на схеме. Их должен сделать профессиональный токарь, и они точатся без опорных колец. Всего нужно подготовить три вала: два опорных и один прижимной. Подшипники на данной установке стоят 207. Они сняты со старого комбайна.
- Привод на механизме цепной. Цепь в работу взяли на 19.5. Она выводится от червячного редуктора (дедукция 1 к 32).

- В нижней части основания устанавливается двигатель на 220В. Он помогает в значительной мере снизить физические усилия, которые необходимо приложить мастеру.

- Установка направляющих шайб. Их нужно ставить обязательно. Иначе приспособление для изгиба не будет работать эффективно, и профиль будет гнуться винтом. Эти шайбы зажимают тремя болтами.

- На задней части сооружения приваривают ручку, которая станет приводить устройство в работу.

- В верхней П-образной конструкции высверливается отверстие, и в него устанавливается винт. Он будет поднимать центральный ролик. Полный объем в данном варианте составляет 12 см. И этого для домашнего мастера вполне достаточно.

- Теперь на подшипники привариваются звездочки, и на них одевают цепь.
Как выглядит данный ручной трубогиб с цепью для квадратных трубопрокатных материалов, демонстрируют фото. Если внимательно рассмотреть агрегат с цепью перед сборкой, то монтажные работы будут выполнены быстро и правильно.
Смотреть видео
Еще один вариант изготовления ручного приспособления для квадратных трубопрокатов
Популярность получили не только профилегибы с цепью. Так же часто изготавливают приспособление, процесс загиба у которого осуществляется с помощью домкрата. Например, такой трехроликовый вид оборудования среди домашних мастеров получил широкое распространение.
Этот механизм выполнен из роликов, размещенных по форме равнобедренного треугольника. По ширине они должны отвечать сечению квадратной заготовки, приготовленной для загиба.
Основание для сооружения сделали из остатков металлической постройки. Нижняя часть и ножка – это цельные элементы.

Верхняя площадка сделана из двух частей, которые скрепили старым навесом от ворот.

Под движимую левую часть механизма устанавливается домкрат и возле него приваривают металлический пруток. Он будет служить для меток при обработке нескольких заготовок, чтобы габариты деформации оставались одинаковыми.
На верхнее основание привариваются три вала от велосипеда. Они размещаются на расстоянии 25 см. Средний размещается немного выше, чем два нижних. Затем они привариваются кусками арматуры к основанию.


Вместо ручки использована велосипедная педаль.


Профильный патрубок для обработки помещают на ролики данного приспособления, и плотно зажимают его домкратом.
Во время проворачивания ручки заготовка протягивается между роликами. Так на ней получается нужное деформационное изменение.

Гидравлический трубогиб для профтрубы: чертежи и особенности схем
Главное в данном станке – правильно сделать выточку роликов к приспособлению для гибки трубного профильного сортамента. Также важно правильно подобрать обойму на подшипники. Габариты валов для трубогиба подбирают в соответствии к подшипникам и звездочкам. Если в данном вопросе возникают какие-то трудности, то лучше попросить помощи у специалистов.
Прижимной винт для трубогиба гидравлического вида заменяют домкратом. Но, главное внимание в таком приспособлении уделяют валам.
Для постройки профилегиба часто используют вазовские подшипники, для них рекомендуют брать шестерни тоже от ваза. Теперь дело стоит за хорошим токарем. Он должен подогнать все под требуемые размеры.
Теперь рассмотрим еще один ручной агрегат.
 Последовательность работы по изготовлению ручного роликового трубогиба.
Последовательность работы по изготовлению ручного роликового трубогиба.
- Из швеллера «семидесятки» делается основание профилегиба.
- Затем из двух частей делается верхняя часть, которая скрепляется с металлическим навесом.
- После этого приваривают ножки роликового ручного профилегиба. Их высота составляет приблизительно 40 см.

- По бокам установки из уголка привариваются места для установки валов. Их просто ставят в подготовленное место. Расстояние от центрального ролика к боковым, составляет 40 сантиметров.

- По бокам строения привариваются высокие ограничители. Они нужны для фиксации профильного изделия, и тогда заготовка не будет уходить в сторону.
- Центральный подшипник поднимается над двумя остальными на 15 сантиметров. Он дополнительно приваривается уголком и пластинами-держателями.

- К центральному ролику трубогиба приваривается ручка. Она является важной деталью механизма, и ей стоит уделить особое внимание. На нее лучше поставить вращающуюся трубку. Иначе во время работы с профильным прокатом на руках натрутся мозоли.

- Поднимается данное роликовое устройство для деформации заготовки посредством гидравлического или ручного домкрата. Домкрат лучше фиксировать приваренными болтами.

Данный трубогиб для профильного трубопроката, сделанный своими руками функционирует превосходно. Если этот профилегиб сделать самостоятельно точно по правилам, то качество загиба будет на высоком уровне.

Им легко можно сделать своими руками деформацию любого профиля, и при этом профилегиб легко крутиться. В конце работы нужно сделать покраску готовой конструкции, чтобы защитить от коррозии и придать ей более презентабельный вид.
Смотреть видео
Другой вариант изготовления аналогичного устройства в домашних устройствах
Работа по созданию любой гидравлической конструкции становиться довольно сложной. Но, эти сложности можно избежать, если к работе подойти терпеливо и внимательно. Устроен данный тип механизмов из гидравлического цилиндра, упоров для трубопроката и нагнетательного механизма.

Итак, для работы готовят:
- винт и гайка от гидравлического домкрата на 5 т;
- металлические пластины 2 шт толщиной на 6 мм;
- уголок на 25;
- ролики 3 шт.;
Рассмотрим процесс работы.
- Основание сооружается из прочного металла.
- Из уголка на 25 строиться «каретка» профилегиба, которая выставляется в центре. Верхняя и нижняя часть каретки – это пластины из металла, а внутри использована ручка и винт от пятитонного домкрата.

- Особое внимание следует уделить расположению роликов. Их крепят на равной высоте в прямоугольном основании. На правом ролике уславливается ручка. Ее не стоит делать длиннее 25 сантиметров, иначе крутить ее будет неудобно. Размещение всех этих деталей в последующем будет определять нужный угол загиба изделия.

- В конце произведенную конструкцию желательно покрасить краской.
Работать на таком трубогибе не сложно. Весь ход действий происходит в следующей очередности.
Смотреть видео
- заготовку «садят» на первый ролик;
- ручкой на каретке труба прижимается;
- затем второй ручкой на ролике трубная заготовка приводится в движение по трубогибу, в процессе которого она меняет свою форму под требуемый угол.

Действие такого трубогиба может быть остановлено в любую минуту. Чтобы извлечь обрабатываемое изделие нужно провернуть ручку на пару оборотов в обратном порядке.
Порядок гибки профильной трубопрокатной заготовки на самодельных механизмах
Гибка труб и приспособления для нее, не «загонят в угол», если запомнить несколько несложных советов. Загибочные станки дают возможность изменить конфигурацию профтрубы из различных материалов. Самодельные приспособления легко справляются даже с толстостенными изделиями.
На загибочных станках можно выполнять данную операцию двумя методами:
- холодным;
- горячим.
Первый метод является более простым вариантом работы на загибочных станках. И он приемлем для обработки изделий, которые представляют гибкий материал. Нюансом такой работы становиться то, что заготовку перед тем, как гнуть, наполняют песком, или просто холодной водой. Таким образом, ручное приспособление качественно выполняет свою задачу, и профильное трубное изделие практически не деформируется.
Горячим способом обрабатывают толстостенную профтрубу, отличающуюся высоким показателем жесткости.
Как самостоятельно согнуть профильный трубопрокат без трубогиба
Конструирование станка для гибки профильной трубы не станет хлопотным занятием, если все действия своими руками производить по правилам, и заготовить точные чертежи. Понятно, что выполненный по хорошо разработанному чертежу станок позволит своими руками качественно изгибать трубопрокат. Зачастую именно так и поступают, делая профилегибы своими руками из доступных материалов.
Но, бывают ситуации, когда можно обойтись без изготовления трубогибочного механизма, и решают вопрос другими методами. Не у всех хватает квалификации, терпения и настойчивости для данной работы. Да и для разовой потребности обработать профильный прокат, конструировать профилегиб своими руками из доступных материалов нет смысла.
Вопрос, как согнуть дуги для теплицы в домашних условиях без трубогиба, существенно проще, чем работа со станком. Все дело в том, что гибка профилей для теплицы, не предусматривает трату времени на разработку чертежа, финансовые затраты на покупку нужных деталей и на выполнение постройки механизма.
Народные умельцы придумали, как согнуть профильный прокат для теплицы на нужный угол. Только, без специального оборудования можно работать с профильным прокатом небольшого объема.
Сделать и сформировать для теплицы можно следующими способами.
- Болгаркой или сваркой.
- Посредством специальной пружины.
- При использовании просеянного песка.
 , после чего при помощи болгарки по всей длине сгиба образца проводятся пропилы трех сторон, после чего она легко сгибается под нужным углом.
, после чего при помощи болгарки по всей длине сгиба образца проводятся пропилы трех сторон, после чего она легко сгибается под нужным углом.
Для того чтобы угол сгиба был точным лучше использовать деревянное лекало нужной формы. Прикладываем целой стороной к нему, закрепляем и аккуратно сгибаем.
При этом стоит учесть, что чем чаще сделаны распилы, тем плавнее и естественнее будет результат сгиба.
Сварочным аппаратом места распила закрываются и неровности зашлифовуются. Сварку нужно накладывать таким образом, чтобы гарантировать прочность соединения, а не прости прикрыть трещины.
Таким методом, можно добиться просто ошеломляющих результатов и решить проблему вопроса правильной гибки трубного сортамента своими руками. Смотрите видео представленное ниже, оно поможет разобраться во всех нюансах процесса, чтобы провести его качественно, а главное правильно.
Стоит обратить внимание на то, что данный метод подойдет для единичных случаев, если предстоит работа с большим потоком и длительным процессом то лучше приобрести или изготовить специальный инструмент, подходящий к определенному случаю.
Средства внутреннего противодействия помогут качественно согнуть трубопрокат
Чтобы согнуть не толстую профильную трубу в домашних условиях, можно применить в качестве трубогиба специально изготовленную пружину.
Берется стальная проволока с диаметром сечения от 1 до 4 мм и завивается в пружину с квадратным сечением с учетом, что длинна каждой стороны сегмента пружины должна быть на 2 мм меньше внутреннего диаметра заготовки, чтобы она беспрепятственно могла поместиться внутрь.
Выполнять загибы профильного сортамента в домашней мастерской можно самыми разными приспособлениями, изготовленными собственноручно. Найти нужные схемы для такого станка не трудно. Их в интернете есть огромное количество. И к слову необходимо добавить, что мастера-любители и настоящие «профи» постоянно занимаются усовершенствованием данного вида оборудования.
Результаты их деятельности можно найти в сети, и применить их на практике. Главное в таком деле – запастись большим терпением. Если все действия будет выполнены по правилам, то тогда можно рассчитывать на качественный конечный результат в виде надежного профелигиба, который позволит сконструировать множество полезных вещей из профильной трубы для домашнего пользования.
Смотреть видео
 При желании не составит труда приобрести уже согнутые изделия, но ценовая политика такого приобретения будет соответственно высокой.
При желании не составит труда приобрести уже согнутые изделия, но ценовая политика такого приобретения будет соответственно высокой.
Не каждый человек для строительства теплицы на дачном участке, беседки или монтажа навеса на крыльце решится потратить столько денег. Лучше он предпочтет самостоятельно изменить конфигурацию трубы.
То такое решение приведет к плачевным результатам. Чтобы этого не произошло, внимательно смотрите видео уроки и наглядные фото материалы расположенное в данной статье.
В лучшем случае сгиб получится некрасивым и волнистым или потрескается, а в худшем на месте сгиба изделие просто сплющится и таким образом просто станет непригодной для дальнейшего использования.
Именно поэтому рекомендуется использовать трубогибы заводские или сделанные своими руками в домашних условиях. Принцип работы каждого из них основан на закладке металлопроката между валами, и изменяя их положение, труба растягивается и искривляется до нужного радиуса.

Механизм станка гарантирует равномерное распределение давления, что исключает возможность сплющивания или другой деформации.
ЗаписиПри изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок - вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:

Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться - в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) - из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой - опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся - подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.

Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.

При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.

Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.

Чтобы сделать станок для прокатки профильной трубы потребуется:

Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
 Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Чертежи трубогиба профильного


Самодельный трубогибочный станок прокатного типа

Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
 Здесь:
Здесь:
- Болты;
- Домкрат;
- Оправка.

Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.

Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.

Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
 Сборка трубогиба производится с соблюдением следующего порядка действий:
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
 В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.